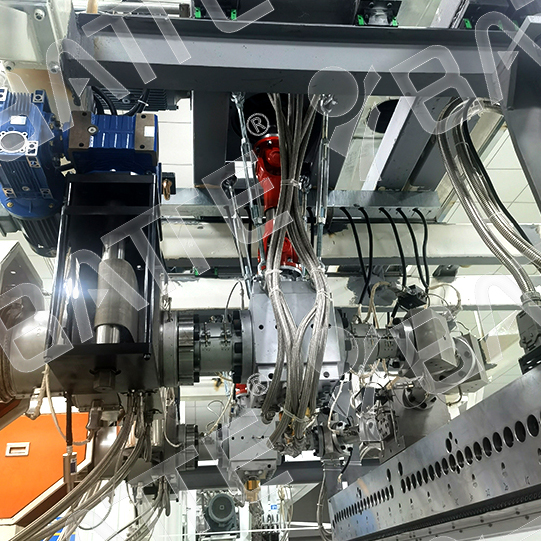
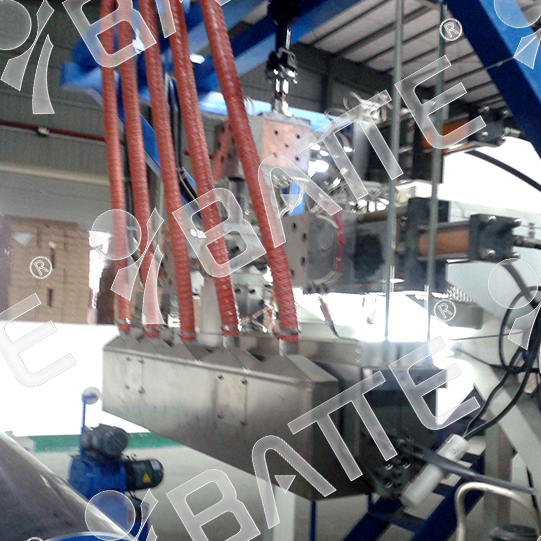
A12 nylon pipe melt pump is the key equipment for nylon (PA12) pipe extrusion line, its core function is to realize accurate metering, pressurization and stable delivery of high temperature melt through gear meshing principle, so as to guarantee the quality of pipe molding. The following analysis from the technical characteristics, application advantages and selection recommendations:
First, the technical characteristics
Precise metering and conveying
The melt pump adopts high-precision gear meshing structure, conveying the melt from inlet to outlet through gear rotation to realize stable flow control. Its metering precision can reach within ±0.5%, effectively eliminating the influence of extruder screw speed fluctuations, pressure changes and other factors on the melt flow.
It is suitable for PA12 and other high temperature and high viscosity polymers (the melt viscosity range is usually 100-10,000 Pa-s), which ensures that the melt can still be transported stably under high pressure.
Pressure boosting and stabilizing function
The melt pump outlet pressure can reach 35-40 MPa, which significantly improves the pressure stability of the melt at the die head and avoids uneven pipe wall thickness and surface defects caused by pressure fluctuations.
By stabilizing the pressure, it reduces the back pressure of the extruder, lowers the wear of the screw and prolongs the life of the equipment.

High temperature resistance
Pump body and gears are made of high-temperature alloy steel (e.g. 38CrMoAlA) or tool steel, and the surface is strengthened by nitriding treatment or coating, which can withstand PA12 melt processing temperature (240-280℃) and long-term high-temperature environment.
Equipped with heating/cooling systems (e.g. electric heating rods, thermal fluid runners) to ensure uniform melt temperature in the pump and avoid localized overheating degradation.
Low shear and pulsation
The gear mesh design reduces the melt shear rate, minimizes the risk of PA12 molecular chain breakage and keeps the melt viscosity stable.
Continuous gear rotation realizes pulsation-free conveying and improves the dimensional accuracy of the pipe (tolerance can be controlled within ±0.05mm).
Second, the application advantages
Improvement of pipe quality
Stabilizes melt flow and pressure, significantly reduces pipe wall thickness deviation (CV value ≤3%), and reduces scrap rate.
Improve the surface finish of the pipe to avoid defects such as melt rupture and shark skin.
Improve production efficiency
After the melt pump assumes the function of pressurization, the extruder screw can run under lower back pressure, increasing production by 15%-30%.
Supports low-temperature extrusion (10-20°C lower temperature in the screw zone), which reduces energy consumption and slows down thermal degradation of materials.
Simplified process flow
Can be used directly with single-screw or twin-screw extruder, eliminating the pelletizing process and realizing integrated production of “extrusion - molding”.
It supports parallel feeding of multiple extruders, and extrudes large-caliber pipes (e.g. diameter ≥200mm) after aggregation by melt pump.
Three, selection and configuration recommendations
Key parameters matching
Displacement selection: according to the pipe specifications and extruder output to determine the pump displacement (such as 10-500 cc/rev), to ensure that the pump speed within the rated speed range (usually 30-60 rpm).
Pressure matching: The pump outlet pressure should be higher than the die head resistance (including screen and die pressure drop), generally leaving a safety margin of 20%.
Structure optimization
Gear form: herringbone or helical tooth design is recommended to reduce noise and improve the smoothness of meshing.
Sealing method: Mechanical seal + packing seal combination is adopted to prevent melt leakage and adapt to high temperature environment.
System integration
Equipped with online monitoring system (pressure, temperature, speed sensor) to realize real-time feedback and adjustment of process parameters.
Reserve interlocking control interface with extruder and die head to ensure coordinated operation of the whole line.
Typical application scenarios
Automobile fuel line: PA12 pipe needs to meet the requirements of high pressure resistance (≥10 MPa), low permeability, melt pumps can guarantee the uniformity of pipe wall thickness and molecular chain integrity.
Industrial fluid transportation: in the production of large-diameter PA12 pipe (e.g., over 160mm in diameter), melt pumps can stably transport high-viscosity melt to avoid dimensional deviation caused by extrusion expansion.
Medical catheter: High-precision melt pump with micro-extrusion die head realizes the tolerance of pipe outer diameter ≤±0.02mm, which meets the requirements of medical grade cleanliness.

A12 nylon tubing melt pump through precision metering, pressure boosting and stabilization and low shear delivery, significantly improve the dimensional accuracy, surface quality and production efficiency of PA12 tubing. Selection needs to focus on the melt viscosity, temperature, pressure and other process parameters, and match the pump body material, seal structure and control system. For high-end applications (such as automotive, medical), it is recommended to choose intelligent melt pumps with online monitoring and adaptive adjustment functions to further optimize process stability.
Email: sale@meltpump.com
WhatsApp: +86 158 38331071
pre:Melt pump assembly and use of must-know matters
next: Advantages of high-temperature, high-viscosity melt pumps




 TEL:+86 371 67991755
TEL:+86 371 67991755 WhatsApp: +86 158 38331071
WhatsApp: +86 158 38331071
 Adress: No.22 Dongqing Str., High & New Technology Development Zone, Zhengzhou, China.
Adress: No.22 Dongqing Str., High & New Technology Development Zone, Zhengzhou, China.
