In PP sheet extrusion processes, the core function of melt pumps is to stabilize pressure and flow, enhance extrusion precision, and reduce die pressure fluctuations. They accommodate extrusion requirements for homopolymer PP, copolymer PP, and filled modified PP (e.g., talc-filled). Selection and application must be tailored to sheet thickness tolerances (typically ±2% to ±5%), extrusion volume, and melt characteristics.
Temperature and Pressure Compatibility
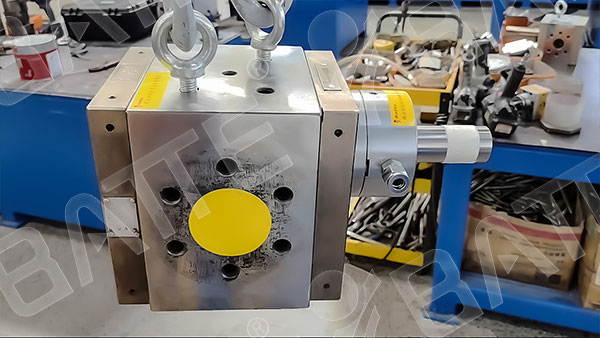
PP melt processing temperature: 200–240°C. Melt pumps must utilize nitrided steel or duplex stainless steel construction. Shaft seals should employ PTFE-coated metal seals or mechanical seals with temperature resistance ≥260°C.
Operating Pressure: Conventional sheet extrusion die pressure ranges from 10 to 25 MPa. Fluid pump outlet pressure fluctuations must be controlled within ±0.5 MPa. The pump's rated pressure resistance must be ≥40 MPa to ensure a safety margin.
Speed Range
Adapted to extruder screw speeds (typically 30–120 r/min). Melt pump speed is recommended at 10–50 r/min. Low-speed operation reduces shear heating to prevent PP melt degradation.
For PP sheet production, install a screen changer upstream of the melt pump (recommended: plate-type dual-station screen changer) to filter impurities (e.g., carbon deposits, filler agglomerates) from the melt. This prevents gear jamming and extends pump service life.
Typical layout of the melt pump in a PP sheet extrusion line: Extruder → Melt Filter (Screen Changer) → Melt Pump → Static Mixer → Sheet Die → Cooling Roll → Take-up Machine → Cutting Machine
Email: sale@meltpump.com
WhatsApp: +86 158 3833 1071




 TEL:+86 371 67991755
TEL:+86 371 67991755 WhatsApp: +86 158 38331071
WhatsApp: +86 158 38331071
 Adress: No.22 Dongqing Str., High & New Technology Development Zone, Zhengzhou, China.
Adress: No.22 Dongqing Str., High & New Technology Development Zone, Zhengzhou, China.
